
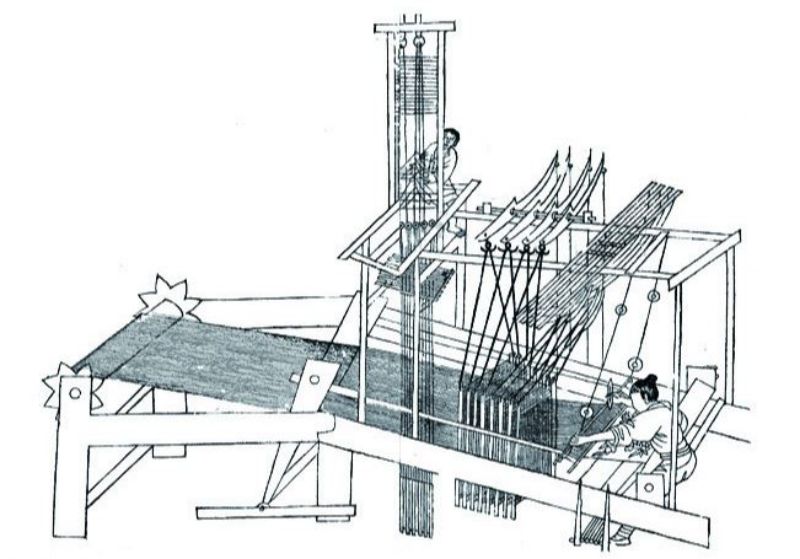
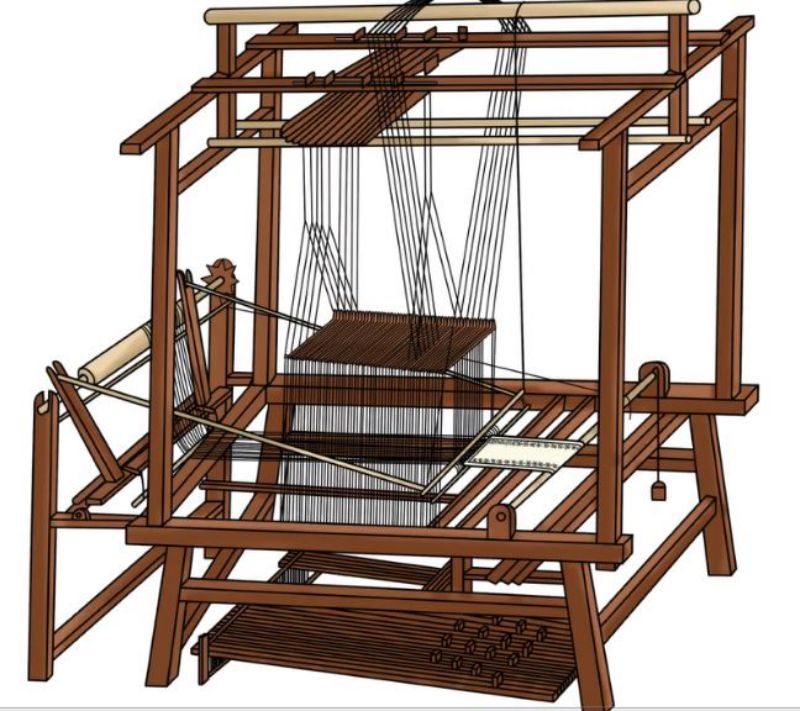
Tkanje
Traka tka osnovu i potku.Upredeni konac se savija u kalem (motuljak), a potka se umotava u kuku i stavlja na traku razboja.1930-ih uvedeni su ručno vučeni razboji za drvo i gvozdeno drvo.Početkom 1960-ih, 1511 tkalački stan je pretvoren u tkalački stan, koji se i danas široko koristi.Budući da je širina pojasa mala, način tkanja je drugačiji, postoje pojedinačni korijeni, dvostruki korijeni, desetine korijena, postoje jednoslojevi, postoje dvostruki slojevi.
Godine 1967. istraživačka grupa bez šatla sa radnicima kao glavnim tijelom uspješno je dizajnirala i proizvela brzu jednostruku mašinu za tkanje trake bez šatla, koja je realizovala tkanje bez šatla vrpce, skratila proces, zauzela malu površinu i poboljšala produktivnost rada, što je pionirski rad u istoriji kineske tehnologije trake.
Sedamdesetih godina prošlog stoljeća, zbog popularnosti strojeva za kontinuirano bojenje i glačanje vrpce, obrada vrpce se razvila od tradicionalnog prvog bojenja i tkanja do prvog bojenja i bojenja, prvog tkanja i izbjeljivanja, te kontinuirane dorade i glačanja.Ribbon tehnologija je ušla u red mehanizirane masovne proizvodnje.Početkom 1980-ih, Švicarska, Italija i Savezna Republika Njemačka predstavile su brze mašine za tkanje kaiševa bez šatla, mašine za peglanje, mašine za umotavanje, mašine za savijanje i tako dalje.I trakasta tehnologija je ušla u novu fazu razvoja.
Napredak tehnologije tkanja doveo je do nadogradnje proizvoda.Godine 1979., prva generacija kineske gumene trake SD9-9 uspješno je proizvedena u probnoj proizvodnji, tako da su proizvodi od gumenih ingota prekinuli povijest ovisnosti o uvozu.1980. razvio SD-81A i B gumeni ingot kaiš, sa mekim, tankim, jakim, malim izduženjem, malim udarnim, kratkim i ravnim karakteristikama spoja.Početkom 1990. godine uspješna je probna proizvodnja sigurnosnog pojasa za automobile Santana.Nakon više od dvije godine istraživanja i probne proizvodnje, kvalitet proizvoda je dostigao standarde QC49-92 i TL-VW470.
Tkanje (tkanje ingota)
Nakon što se cijev pređe i potka namotaju u cijev potke, oni se ubacuju u fiksnu zupčastu osnovu mašine za pletenje.Cijev potke rotira duž staze sa brojkom 8 i povlači pređe jedno preko drugog.Obično je broj ingota paran, vrpca je cjevasta, broj ingota je neparan, a vrpca je ravna.Proces tkanja se koristio još od stare Kine, a broj vretena varira od 9 do 100 u zavisnosti od opreme.Osnovni proces tkanja je: bijeljenje, namotavanje, tkanje, skidanje, rezanje, pakovanje.Od 1960. godine u mašini za pletenje uvedene su mnoge tehnološke inovacije, uglavnom uključujući proširenje prečnika ploče breskve, ugradnju automatskih zaustavljača za kidanje gumenih traka i zamenu ingota gvožđa najlonskim vretenima.Poboljšanje ove opreme povećalo je brzinu na 160 ~ 190 RPM, vertikalna brzina se udvostručila, a kvalitet proizvoda je znatno poboljšan.

Možete tkati ne samo traku, već i uže.Cjevasti pojas je vrsta pletenog užeta, promjera od 1 ~ 4 cm naziva se uže ili konopac, promjer veći od 4 cm se naziva uže, a promjer veći od 40 cm se naziva kabel ili kabel.Godine 1989. industrija je predstavila japansku opremu za proizvodnju stereotipnih kablova, a sljedeće godine je proizvodnja polipropilenskog stereotipnog kabla osvojila nacionalnu srebrnu nagradu.
pletenje
Sedamdesetih godina prošlog stoljeća tehnologija pletenja osnove i potke bila je široko korištena u tkanju.Godine 1973. uspješna je probna proizvodnja pletenog najlonskog širokog uskog pojasa.1982. godine uvedena je italijanska mašina za heklanje, napredna tehnologija, širok spektar proizvoda, posebno pogodnih za tanke ukrasne tkanine, kao što su čipke, elastične trake, paravani za prozore, ukrasni kaiševi i tako dalje.Osnovni proces je: bijeljenje - namotavanje - tkanje - peglanje - pakovanje.

Prije 1970-ih, prazna cijev za vatrogasna crijeva bila je tkana horizontalnom mašinom, sa velikim deformacijama prečnika i malim učinkom.U drugoj polovini 1974. godine, po principu pletenja, industrija je organizovala istraživačku grupu tkanja cevnih gredica, koristeći preplet osnove i potke, oslanjajući se na petlju u procesu petlje, koristeći igličasto cev i taložni luk od pređa u obliku petlje za povezivanje isprepletene osnove i potke u cjelinu, tako da postane cjevasta pletena tkanina sa postavom potke i osnove.Nivo tehnologije proizvodnje obloženih vodovodnih cijevi i protupožarnih crijeva visokog pritiska svrstava se u prvi plan u zemlji.
Vrijeme objave: Dec-06-2023